
| Možná příčina | Náprava |
|---|---|
| Příliš vysoká řezná rychlost | Snižte rychlost pásu a zkontrolujte parametry pomocí programu ParaMaster |
| Nedostatečné chlazení | Zkontrolujte množství kapaliny, její koncentraci a směrování přívodů |
| Povrch je pokrytý pískem, okujemi nebo je extrémně tvrdý, možné vměstky v materiálu | Upravte řezné parametry nebo zvolte vhodnější typ pásu, v případě potřeby očistěte nebo zbruste povrch materiálu v místě řezu |
| Nesprávné prvotní zacházení | Dodržujte správný postup zabíhání pásu |
| Možná příčina | Náprava |
|---|---|
| Příliš nízká rychlost pásu | Zjistěte správné hodnoty v programu ParaMaster a upravte řeznou rychlost |
| Příliš vysoký posuv do řezu | Zjistěte správné hodnoty v programu ParaMaster a upravte posuv do řezu |
| Špatná rozteč zubů k rozměru materiálu | Zkontrolujte správnou rozteč zubů v našich tabulkách, popřípadě zvolte jinou geometrii |
| Dělený materiál není dostatečně upnutý | Lépe zafixujte dělený materiál, zejména u vrstvených nebo svazkových řezů |
| Formování nárůstků (studených návarů) | Zkontrolujte chladící systém a třískové kartáče |
| Tvrdý vměstek (pecka) v materiálu | V případě potřeby zajistěte metalografické vyšetření materiálu, hrozba i pro případné další obráběcí operace |
| Možná příčina | Náprava |
|---|---|
| Ztupený pás | Vyměňte pilový pás |
| Vedení pásu je poškozené nebo není seřízené | Zkontrolujte vodící kostky, jejich stav a nastavení |
| Boční vodítka jsou nastavena příliš volně | U mechanických vodítek nastavte mezeru na 0,02-0,05 mm, u hydraulických zkontrolujte tlak |
| Vodítka pásu jsou příliš daleko od sebe | Umístěte vodítka pásu co nejblíže dělenému materiálu |
| Příliš vysoký posuv do řezu | Snižte posuv do řezu a zkontrolujte parametry pomocí programu ParaMaster |
| Pilový pás není dostatečně napnut | Zkontrolujte napnutí pilového pásu pomocí tenzometru, v případě potřeby dotáhněte pás na hodnoty 250 - 300 N/mm2 |
| Třískový kartáč poškozuje řezné hrany na jedné straně pásu | Upravte nastavení kartáčku, popřípadě vyměňte za nový |
| Možná příčina | Náprava |
|---|---|
| Špatně svařený pás | Prasklý pilový pás reklamujte a nechte jej znovu svařit, nevyhazovat |
| Možná skrytá vada stroje | Zkontrolujte vodící prvky a oběžná kola stroje |
| Možná příčina | Náprava |
|---|---|
| Vodící ložiska jsou příliš úzce nastaveny a válcují pás | Zkontrolujte nastavení ložisek a popřípadě upravte |
| Vodící prvky jsou v nesprávné poloze a nejsou vyrovnány s oběžnými koly | Zkontrolujte nastavení a případně opravte |
| Naváděcí ložiska (kladky) jsou zaseklá a obrušují pás | Vyměňte ložiska |
| Vodící prvky po stranách a u zad pásu jsou opotřebované | Zkontrolujte a v případě potřeby vyměňte |
| Pilový pás běží příliš hluboko ve vodících kostkách | Je třeba zajistit, aby základny zubových mezer vyčnívaly 1-2 mm z vodítek |
| Příliš vysoké napnutí pásu | Zkontrolujte napnutí pilového pásu pomocí tenzometru, v případě potřeby dotáhněte pás na hodnoty 250 - 300 N/mm2 |
| Oběžná kola mají povrchové vady nebo špatný rádius, který nerovnoměrně namáhá pás | Opravte nebo vyměňte kola |
| Oběžná kola mají špatná středová ložiska | Seřízením obnovte vůli v ložiskách nebo v případě opotřebování vyměňte |
| Zadní hrana pásu běží po nákolku oběžných kol | Upravte chod pilového pásu (nastavení oběžných kol a vedení) |
| Oběžná kola nejsou vycentrovaná | Opravte nebo vyměňte kola |

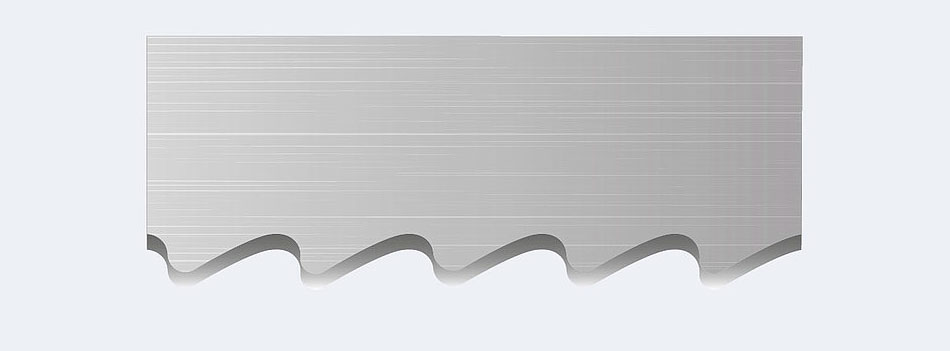
Praskání od zubů
- velká rozteč zubů k velikosti materiálu - vznik vibrací
- malá rozteč zubů k velikosti materiálu - zahlcení zubové mezery
- nevhodné řezné parametry k rozteči a materiálu
- vodítka roztažená na maximum - málo prostoru k přetočení pásu
- pás běží hluboko ve vodítkách - kontakt zubů a vodících prvků

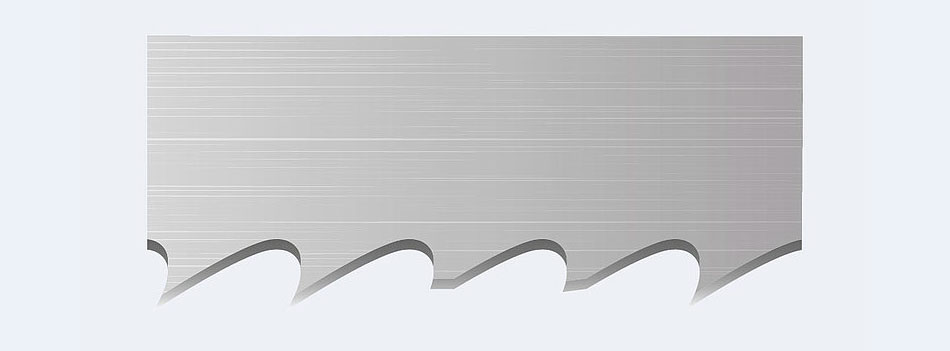
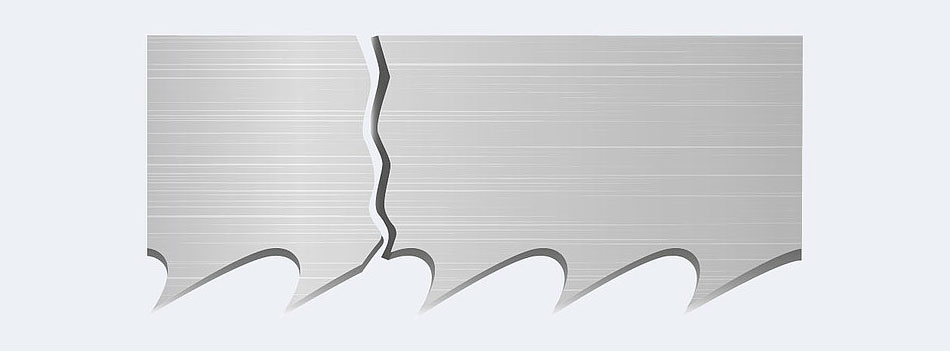
Praskání od zad
- příliš velký posuv do řezu nebo nízká rychlost
- opotřebované vodící prvky u zad pásu
- záda pásu se dotýkají nákolku oběžných kol
- vodítka příliš daleko od sebe
- rozměr obrobku přesahuje únosnost pásu
- nedostatečně napnutý pás

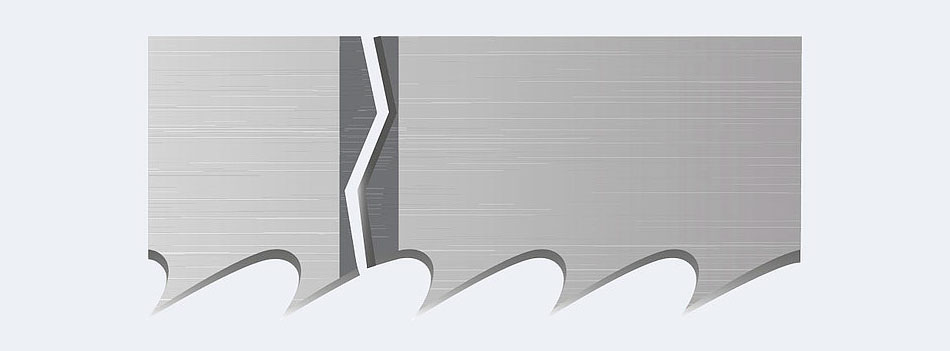
Praskání od středu
- opotřebovaná nebo přímo zaseklá ložiska
- špatně seřízené kladky - nedostatečné narovnání do vodítek
- poškozené kontaktní plochy oběžných kol
- příliš velký rádius ploch oběžných kol
- příliš napnutý pás
Refraktometr
- Slouží k měření koncentrace oleje v řezné emulzi a pracuje na principu lomu světla.
- Kapátkem naneste vzorek emulze na sklo a zavřete plastovou desku pro dopad světla.
- Zajistěte dobré světlo, zaostřete okulár a odečtěte hodnotu.
- Odečtená hodnota je třeba vynásobit přepočtovým koeficientem.
Tachometr
- Slouží například k měření skutečné rychlosti pilového pásu.
- Obvod měřícího kotouče je přesně 100 mm. Opotřebení tedy ovlivňuje přesnost.
- Měří také v rozmezí 0.10-20.000 rpm nebo 0.10-1999 m/min.
- Nabízí paměť měření a mnohá další nastavení.
Tenzometr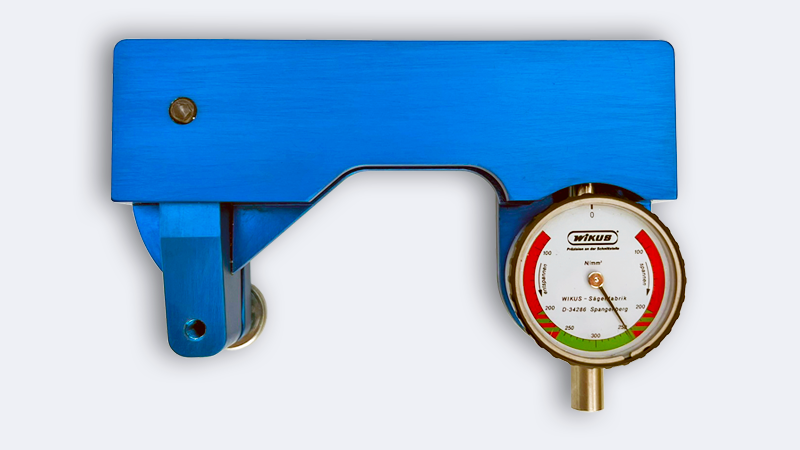
- Slouží k měření napnutí pilového pásu na stroji.
- Automaticky kompenzuje všechny odchylky bez ohledu na rozměry pilového pásu.
- Lze měřit jak při napínání, tak i povolování pilového pásu.
- Doporučené hodnoty se nachází v zeleném poli mezi 250 - 300 N/mm2.
Kompletní kufřík
- Nabízí veškeré nezbytné vybavení určené k měření a seřizování stroje a pilových pásů.
- Mechanické přístroje: refraktometr, tenzometr, stopky, úchylkoměr.
- Mechanické měření: metr, šuplera, dorazový úhelník, spárové měrky.
- Elektrické zařízení: tachometr, baterka.

Životnost pilových pásů
Zajištění správných provozních podmínek je jedním ze základních předpokladů k dosažení perfektních výsledků. Optimální je, když obsluha krok za krokem zkontroluje stav stroje a jeho nastavení při každé výměně nástroje.

Zabíhání pilových pásů
Abyste dosáhli dobrého výkonu a zároveň dlouhé životnosti, je nutné pilový pás nejdříve zaběhnout a mírně tím zaoblit řezné hrany. Tímto jednoduchým, ale důležitým krokem si zajistíte spolehlivost a efektivitu nástroje.

Obsluha strojů
Využijte všech cest, jak dosáhnout delší životnosti pilových pásů. Přináší to obrovský potenciál úspor, a to nejen při prostém přepočítání ceny za řez, ale také úspory administrativní a provozní díky méně častým výměnám.