
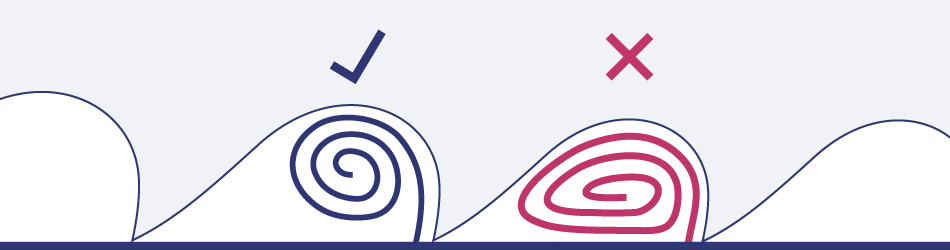
Vzhled a tvar špon je jedním z nejjednodušších způsobů, jak vyhodnotit správnost nastavených řezných parametrů. Základním parametrem je kapacita zubové mezery, zejména menších roztečí u variabilních ozubení.
- Volně stočená špona vlevo je správným výsledkem.
- Těžká a silně zatočená špona značí, že buď není vhodně zvolené ozubení nebo řezné parametry. Takováto špona nadměrně namáhá pilový pás a může způsobit jeho poškození.

Tlusté, těžké nebo modré třísky
- příliš vysoký tlak na krátké řezné časy
- vysoký posuv do řezu relativně k rychlosti pásu
- nedostatečné chlazení, špatná koncentrace

Volně stočené třísky
- správné hodnoty řezu
- při více zatočených šponách mírně upravit parametry
- nebo zkontrolovat vhodnost rozteče zubů

Tenké nebo práškovité třísky
- zvýšit posuv do řezu nebo zpomalit rychlost pásu
- u strunovitých a zatočených špon použijte větší rozteč zubů
Příklady upnutí materiálu
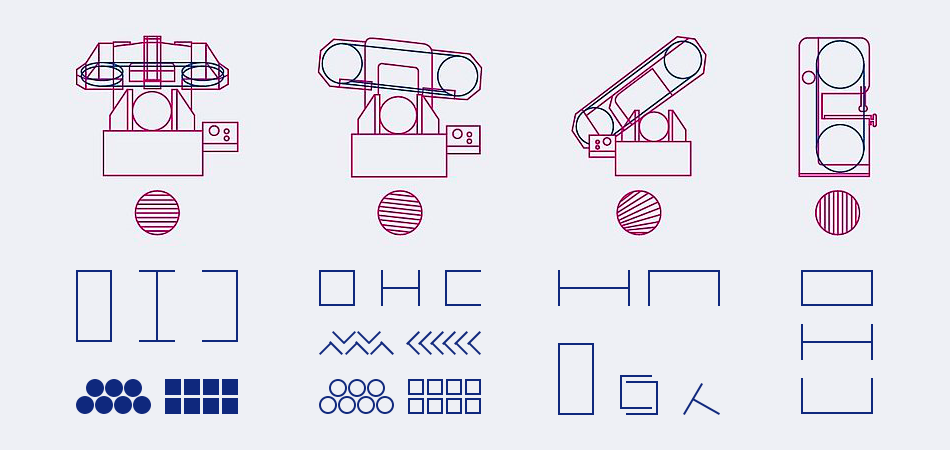
Na obrázku jsou znázorněny pouze některé z příkladů možného upnutí materiálu ve stroji. Vždy dbejte na pevné sevření materiálu, aby v žádné části řezu nedocházelo k vibracím nebo k protočení v případě kulatých tvarů. U dutých či plochých materiálů, umožňuje-li to situace, je vždy výhodou zkrátit kontaktní délku řezu postavením na výšku.
Dělení svazků materiálu je možné pouze pokud je stroj vybaven horním přítlačným svěrákem. V případě, že stroj nedisponuje automatickým hydraulickým podáváním, je vhodné konce materiálu sepnout svorkami nebo svařit. Při svařování mějte ale stroj vždy vypnutý.
- Horizontální stroj - ideální pro dělení plných materiálů všech jakostí, není příliš vhodný pro dělení hranatých profilů.
- Horizontální stroj s náklonem ramene - ideální pro dělení profilů všech tvarů a velikostí.
- Stroj s kyvným ramenem - univerzální použití, omezené možnosti dělení materiálů s vysokou pevností v tahu.
- Vertikální stroj - většinou drobné manuální řezání nebo speciální automatické systémy.

Životnost pilových pásů
Zajištění správných provozních podmínek je jedním ze základních předpokladů k dosažení perfektních výsledků. Optimální je, když obsluha krok za krokem zkontroluje stav stroje a jeho nastavení při každé výměně nástroje.

Zabíhání pilových pásů
Abyste dosáhli dobrého výkonu a zároveň dlouhé životnosti, je nutné pilový pás nejdříve zaběhnout a mírně tím zaoblit řezné hrany. Tímto jednoduchým, ale důležitým krokem si zajistíte spolehlivost a efektivitu nástroje.

Příčiny závad
Každý se s tím někdy setká. Pilový pás neřeže nebo řeže špatně. Způsob a míra poškození umí hodně napovědět, jaká může být příčina závady. Přičemž pilový pás je jen jedním ze čtyř možných míst, kde pátrat.